In der Prüfplanung wird aus einem technischen Lastenheft oder einer Spezifikation abgeleitet, welche Merkmale zur Qualitätssicherung geprüft werden sollen. Die Spezifikationen können von einem externen oder von einem internen Kunden, z.B. der Entwicklungsabteilung, erstellt werden. In beiden Fällen muss ähnlich vorgegangen werden - aus den Spezifikationen müssen Prüfvorgaben abgeleitet werden. Die folgenden Fragen können dabei helfen:
Basierend auf den Antworten zu diese Fragen und den technischen Spezifikationen, ist anschließend ein Prüfplan zu erstellen.
Die Prüfvorgaben dienen zur Erstellung des Prüfplans. Dabei ist es möglich, aus den Vorgaben Cluster zu bilden, z. B. werden einige Prüfmerkmale serienbegleitend, während andere Merkmale nur sporadisch geprüft werden. Auf dieser Grundlage werden zwei Pläne erstellt: Einer für die serienbegleitende Prüfung und einer für die Wareneingangsprüfung.
Im Prüfplan werden die Prüfvorgaben in konkrete Anweisungen für die Mitarbeiter umgesetzt. Er legt die Reihenfolge der Prüfvorgänge fest. Daraus können dann Prüflose erzeugt werden, die von den Mitarbeitern abgearbeitet werden.
Prüfpläne sind für einen bestimmten Artikel gültig, wobei im einfachsten Fall eine 1:1 Zuordnung zwischen Artikel und Prüfplan besteht. Lassen sich einzelne Artikel zu Gruppen zusammenfassen, bietet sich die Familienprüfplanerstellung an. So ist nur ein Plan zu erstellen und je nach Artikel sind individuelle Toleranzgrenzen zugeordnet in der Prüfausführung.
Aus einem Prüfplan werden einzelne Prüflose bzw. Prüfaufträge erzeugt. Kommt ein neuer Artikel in die Anlage, wird für die hinterlegte Artikelnummer der entsprechende Prüfplan aufgerufen und mit Hilfe der Losgrößenvorgabe die notwendige Anzahl an Stichproben im Prüflos berechnet. Das Prüflos enthält alle notwendigen Prüfungen, um z.B. einen Fertigungsauftrag freizugeben. Nach erfolgter Prüfung und getroffenem Prüfentscheid wird die Charge oder ein Los im System freigegeben bzw. bei negativem Prüfentscheid gesperrt.
Während der Bearbeitung eines Prüfauftrages sind Messwerte zu erfassen. Diese sind gesammelt z.B. einem Fertigungsauftrag zuzuordnen. Mit Hilfe dieser Zuordnung ist es möglich, ein Prüfprotokoll für einen gefertigten Auftrag zu erstellen. Im Prüfprotokoll werden alle Messwerte festgehalten. Hieraus kann eine Qualitätsregelkarte erstellt werden. Hier finden Sie mehr Informationen zur Erstellung von Qualitätsregelkarten.
Häufig wird zwischen einem internen Prüfprotokoll und einem externen Werksprüfzeugnis unterschieden. Die interne Prüfungen umfassen in der Regel mehr Werte als später auf dem Werksprüfzeugnis zu finden sind.
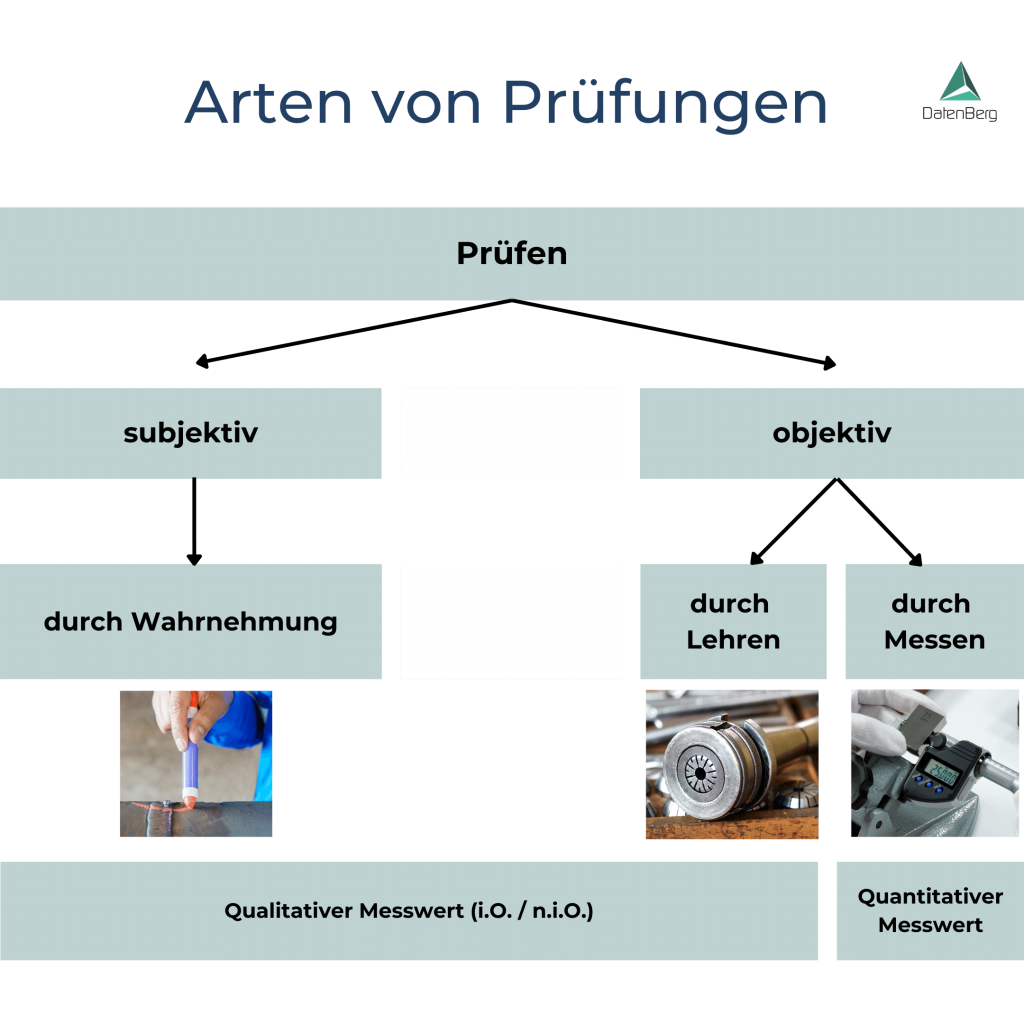
Eine Prüfung kann auf unterschiedliche Weise durchgeführt werden. Bei einer subjektiven Prüfung entscheidet die prüfende Person aufgrund ihrer individuellen Wahrnehmung über das Prüfergebnis. Beispiele sind eine Geschmacksprobe, die Sichtprüfung von lackierten Teilen oder die Beurteilung einer Rauheit.
Um die Subjektivität zu minimieren, können objektive Prüfverfahren eingesetzt werden. Hier unterscheidet man zwischen messtechnischen Verfahren und der Prüfung mit Lehren. Lehren sind Vorrichtungen, in die z. B. ein Bauteil eingelegt wird. Passt das Bauteil in die Lehre, wird es als in Ordnung (i.O.) klassifiziert, andernfalls als nicht in Ordnung (n.i.O.). Zwischen diesen beiden Werten gibt es jedoch viele Graustufen. Diese sind nicht binär klassifizierbar. Die bessere und robustere Bewertungsmöglichkeit ist die messtechnische Prüfung. Ein Beispiel ist die Messung der Länge eines Bauteils mit Hilfe einer Schraube. Durch die quantitativen Werte kann die Fähigkeit des Produktionsprozesses nachgewiesen werden. Mehr Information zur Berechnung von Prozessfähigkeitsindizes finden Sie hier.
Die serienbegleitende Prüfung stellt den typischen Anwendungsfall von Prüfplänen in der Produktion dar. Hier werden kritische Merkmale während der laufenden Produktion periodisch in definierter Weise gemessen und protokolliert. Die Stichprobenhäufigkeit variiert gegebenenfalls zwischen den einzelnen Merkmalen - z.B. ist die Geometrie eines Bauteils häufiger zu prüfen als ein aufwändiger Zugversuch. Ziel der serienbegleitenden Prüfung ist es, das Risiko des Nichtentdeckens von Fehlern zu minimieren und gleichzeitig den Prüfaufwand so gering wie möglich zu halten.
Die Erstmusterprüfung dient in der Regel der Qualifizierung des Produktionsprozesses. Sie wird häufig nach einer Prozessänderung oder bei Produktneuanläufen durchgeführt. Ein neues Produkt erfordert zum Beispiel oft eine temporäre Erhöhung des Stichprobenumfangs.
Die Wareneingangsprüfung konzentriert sich auf die Überprüfung der gelieferten Produkte. Ziel ist die Überprüfung der Übereinstimmung der vom Lieferanten gelieferten Produkte mit den spezifizierten Anforderungen. Eine Form der Wareneingangsprüfung ist das Einscannen von Werksprüfzeugnissen oder die Übernahme von Einzelwerten. Darüber hinaus können eigene Prüfungen erforderlich sein, um die Qualität der gelieferten Chargen sicherzustellen.
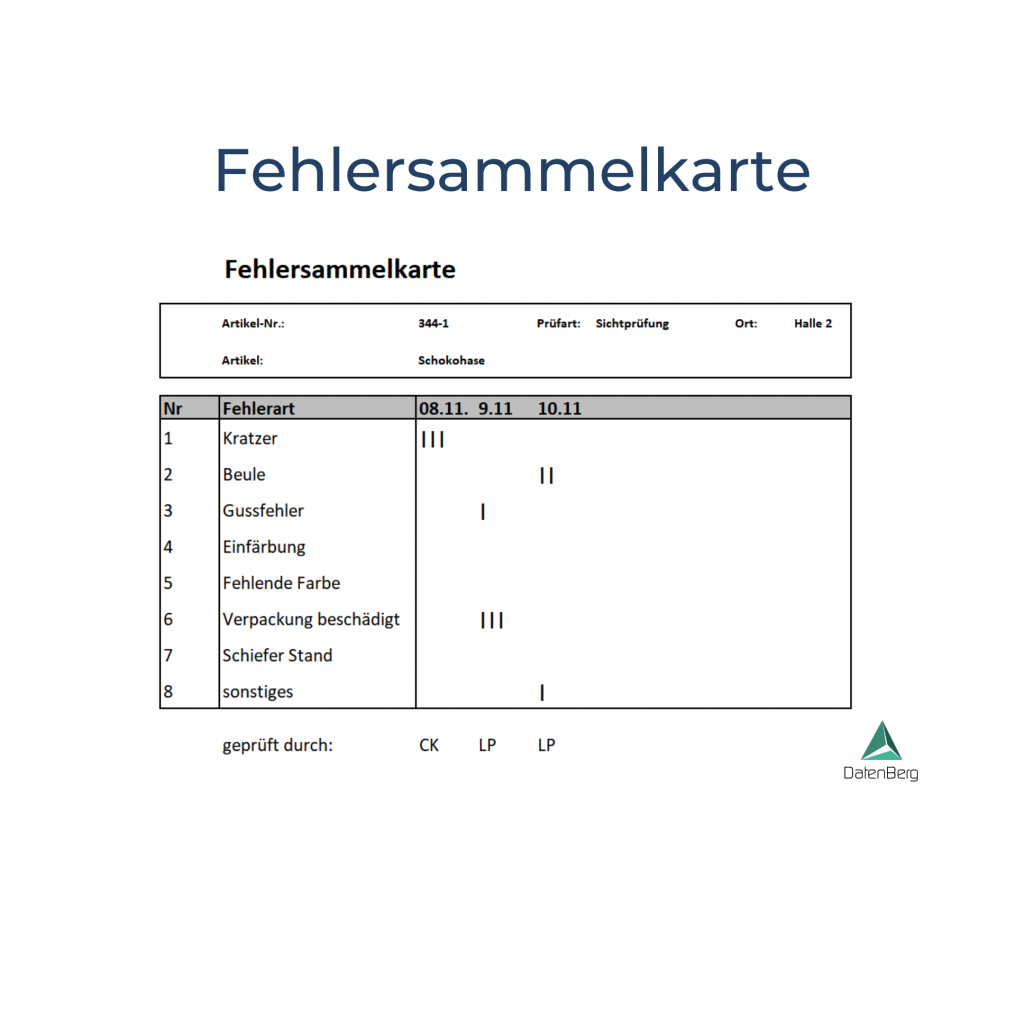
Die Fehlersammelkarte ist ein einfacher Prüfplan. Auf der Karte sind verschiedene Arten von Fehlern aufgelistet, und der Prüfer fügt bei der Feststellung eines Fehlers einen Strich in die Liste ein. Die Auswertung findet zum Beispiel am Ende einer Schicht statt, an der die einzelnen Striche zusammengezählt werden.
Eine Fehlersammelkarte ist schnell und einfach zu erstellen. Gerade bei akuten Qualitätsproblemen bietet sich dieses Instrument an, um in kurzer Zeit einen Überblick zu erhalten. Nachteilig sind die fehlenden quantitativen Werte und die Fehleranfälligkeit der manuellen Dokumentation.
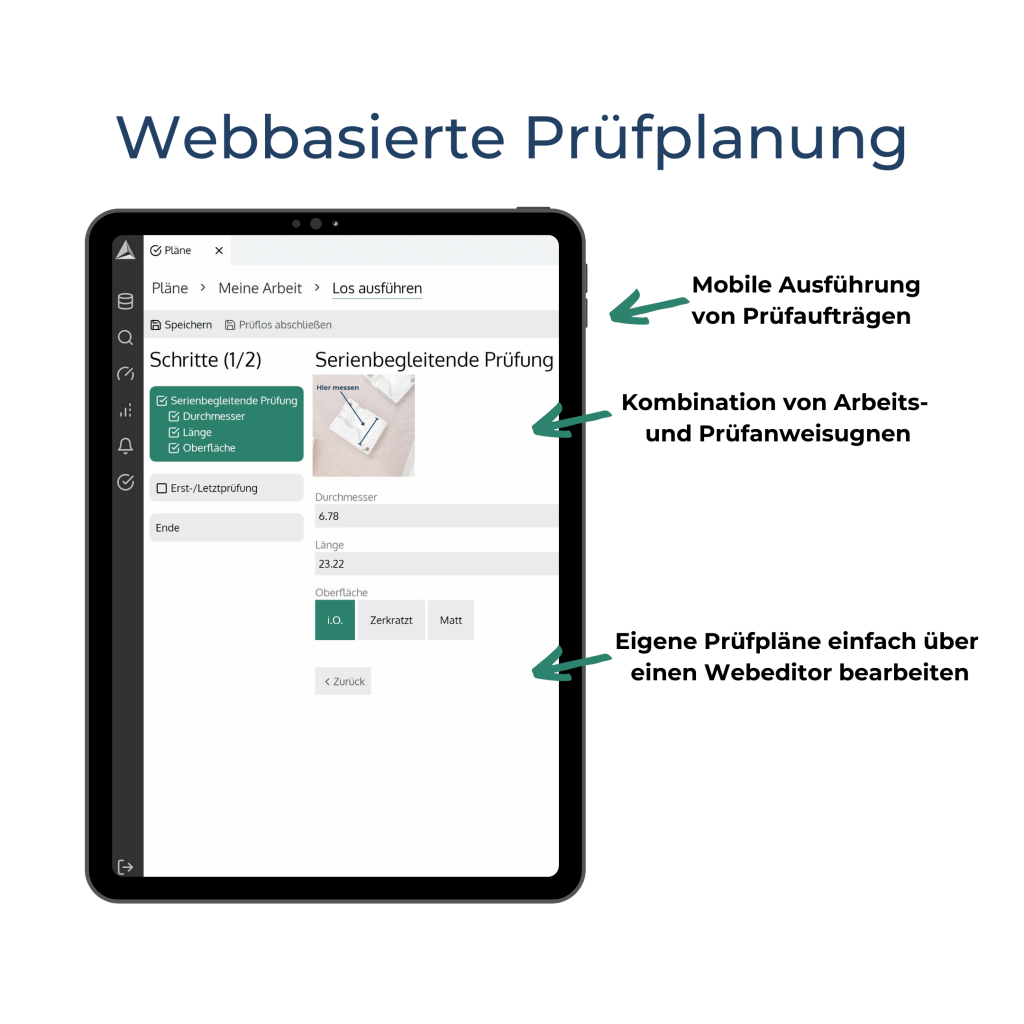
Bei der Wahl der richtigen Prüfplanungssoftware sind verschiedene Anforderungen zu berücksichtigen. Für den Prüfplanersteller ist eine einfache Verwaltung und flexible Konfiguration der Prüfpläne wichtig. Die Anbindung von Prüfmitteln sollte möglichst einfach mit vordefinierten Standardschnittstellen zu Messmittelboxen funktionieren. Für den Prüfer ist eine einfache Eingabemaske mit möglichst wenig Fehlermöglichkeiten und wenigen Klicks vorteilhaft. Die QS benötigt Möglichkeiten zum einfachen Nachweis der Prozessfähigkeit. Diese Anforderungen sind in die Entwicklung unseres Arbeits- und Prüfplanmoduls eingeflossen. Ziel war es, eine einfache Möglichkeit zu schaffen, Arbeitsanweisungen mit der Prüfwerterfassung zu kombinieren. Das Ganze webbasiert, so dass Prüfungen einfach mobil möglich sind. Durch die Möglichkeit der Kombination mit der automatischen kontinuierlichen Messdatenerfassung ist es auch möglich, viele Prüfungen direkt zu automatisieren. Ein umfangreiches Versionierungssystem sowie ein Rollen- und Rechtemanagement sind ebenfalls integriert. Damit ist nachvollziehbar, wer wann was geändert oder geprüft hat. So steht einem positiven nächsten Audit nichts mehr im Wege.
Hier lesen Sie mehr zu unserem Modul "Arbeits- und Prüfpläne".
In einem Prüfplan wird festgelegt, welche Messmittel zu verwenden sind. Die Übertragung der Messmittel in den Prüfplan kann fehleranfällig sein. Schnell ist ein Komma verrutscht oder ein Tippfehler eingeschlichen. Eine automatisierte Übernahme der Messwerte schafft hier Abhilfe. Messmittel verschiedener Hersteller können über eine Messmittelbox an einen Rechner angeschlossen werden. Im Prüfprogramm kann dieser Anschluss einem Wertfeld zugeordnet und direkt ausgelesen werden.
Im Englischen wird ein Prüfplan mit Inspection plan oder sample plan übersetzt.
Die Prüfplanung legt fest, welche Merkmale von wem, wann, wie oft und mit welchem Messmittel geprüft werden.
Im Prüfplan wird u.a. festgelegt, wer, wann, was, wie und wie oft zu messen hat. Daraus wird ein Prüflos für einen konkreten Prüfauftrag erzeugt.
Bei der webbasierten Prüfplanung werden Prüfpläne im Webbrowser erstellt, konfiguriert und Prüflose bearbeitet. Dies hat den Vorteil, dass die Prüfausführung auch von mobilen Endgeräten aus von nahezu jedem Ort in der Produktion erfolgen kann.
Bei der statischen Prüfplanung werden die Prüfvorgaben wie z.B. der Stichprobenumfang fest hinterlegt. Bei der Dynamisierung kann der Stichprobenumfang in Abhängigkeit von der aktuell im System vorhandenen Varianz variiert werden.