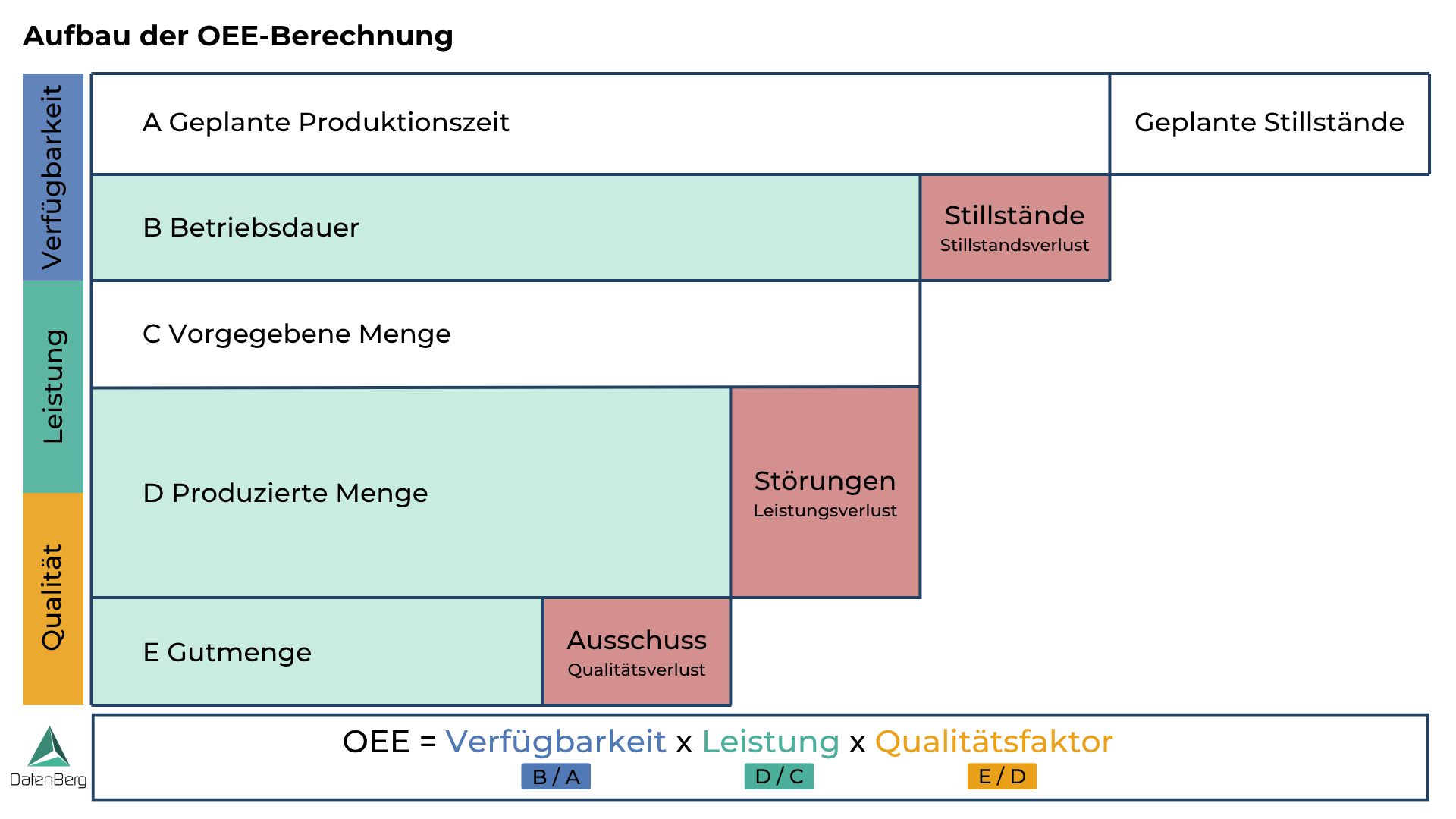
Um einen gesamtheitlichen Blick auf die Anlagenperformance zu erhalten, bedarf es der Kombination von Verfügbarkeit, Leistung und Qualität zu einer einzigen Kennzahl. Eine reine Optimierung auf die gefertigte Qualitätsrate würde eventuell eine Minderung der Verfügbarkeit mit sich ziehen. Optimiert man nur auf einen Parameter hin (z. B. Qualitätsrate), könnte die Verfügbarkeit zum Beispiel unbemerkt leiden. Erst die Kombination aller drei Sichtweisen liefert ein vollständiges Bild der Anlagenperformance. Wie sich die einzelnen Kennzahlen zusammensetzen, zeigt das folgende Schaubild.
Jede Produktion definiert die einzubeziehenden Informationen in den Feldern Verfügbarkeit, Leistung und Qualität selbst. Ein Beispiel ist die Diskussion, welche Stillstände geplant und welche ungeplant sind.
Die Gesamtanlageneffizienz dient dazu einen neutralen Blick auf die Anlage zu generieren. Anhand der Kennzahlen können Verbesserungen als auch Verschlechterungen an der Anlage transparent dargestellt werden. Wird zum Beispiel ein Verbesserungsprojekt zur Reduktion der Stillstandszeiten durchgeführt, müsste sich im Nachgang die Kennzahl erhöhen.
Ebenfalls kann die Overall Equipment Efficiency verwendet werden, um sogenannte Bottlenecks und Schwachstellen im Produktionsprozess zu identifizieren. Weist eine Anlage im Vergleich zu ähnlichen Anlagen mit ähnlichem Produktportfolio eine niedrigere Gesamtanlageneffizienz auf, deutet dies auf ein Problem an der Anlage hin.
Wenn die Gesamtanlageneffizienz nicht auf eine einzelne Maschine, sondern auf gesamte Produktionslinien angewandt wird, können auch hier Vergleiche der Performance durchgeführt werden. Hierzu müssen Ausschussraten und Mengen über die einzelnen Linien hinweg aggregiert werden.
Die Grundformel lässt sich sehr einfach darstellen:
OEE = Verfügbarkeit * Leistung * Qualität \newline
Verfügbarkeit = \cfrac{Betriebsdauer}{Geplante\, Produktionszeit - Geplante\, Stillstände}Leistung= \cfrac{Zykluszeit_{Soll}*Produzierte\, Menge}{Betriebsdauer}Qualität= \cfrac{Gutmenge}{Produzierte\, Menge}Vorgabeparameter wie die geplante Produktionszeit und vorgegebene Mengen sind oft im ERP-System hinterlegt. IST-Zahlen wie produzierte Menge, Ausschuss und Stillstandszeiten werden hingegen häufig direkt an der Maschine bzw. Anlage im Rahmen der Betriebsdatenerfassung aufgezeichnet. In diesem Beitrag haben wir die Möglichkeiten zur Erfassung von Betriebsdaten näher beschrieben.
Die OEE kann entweder manuell oder softwaregestützt automatisiert berechnet werden. Eine Schritt-für-Schritt-Anleitung zur automatisierten Berechnung mit Software (von der Datenintegration bis zur Visualisierung) finden Sie in unserem Beitrag OEE berechnen.
Klassischerweise wird die Overall Equipment Efficiency dazu verwendet, um einzelne Maschinen (z.B. Kunststoffspritzgussautomaten) zu überwachen. Je nach Schwerpunkt der Fertigung und Wertschöpfung bieten sich jedoch auch andere Maschinentypen zur OEE-Berechnung an. Im Bergbau werden zum Beispiel OEE-Kennzahlen eingesetzt, um Transport-LKWs zu monitoren. Als Qualitätsfaktor wird hier der Füllgrad der LKW angesetzt. In Branchen mit hohen Prüfaufwendungen, wie z.B. der Elektronikfertigung, wird die Gesamtanlageneffizienz zur Analyse von Prüfgeräten verwendet.
Doch wie berechnet man die Gesamtanlageneffizienz konkret? Die folgende Tabelle zeigt eine Beispielrechnung für eine diskrete Fertigung von Stückgütern über eine Schicht.
| Parameter | Verlustgründe | Berechnung |
|---|---|---|
| Geplante Produktionszeit | Geplante Wartungen | Geplante Betriebszeit: 480 min Geplanter Stillstand: 30 min Geplante Produktionszeit = 480 min-30 min = 450 min |
| Verfügbarkeit | Anlagenausfall Rüstzeiten Einstellen von Prozessparameter | Stillstände (ungeplant): 20min Verfügbarkeit = 450 min - 20 min / 450 min = 95,55 % |
| Leistung | Anlagenleerlauf Verringerte Anlagengeschwindigkeit | Soll-Zykluszeit: 6 min IST-Menge: 62 Stück Leistung = (6 min x 62 Stück) / 430 min = 86,51 % |
| Qualität | Werkzeugverschleiß Anlaufverluste Rohstoffschwankungen | IST-Menge: 62 Stück Ausschuss: 3 Stück Qualität = (62-3) / 62 = 95,16 % |
Mit den oben berechneten Werte Verfügbarkeit, Leistung und Qualität verhält sich die Gesamtanlageneffizienz wie folgt:
OEE = Verfügbarkeit * Leistung * Qualität = 95,55 \% * 86,51\% * 95,16\% = 78,65\% \newline
Die Kennzahl kann dann für jede Maschine, Schicht und Abteilung berechnet werden. Spannend wird es, wenn man den Verlauf über mehrere Wochen hin analysiert. So lässt sich früh ein Trend erkennen.
Obwohl die Berechnungsformel recht einfach ist, hängt die Höhe der Kennzahl von vielen individuellen Annahmen ab. Eine pauschale Aussage wie „ab einer OEE von X % ist die Produktion gut“ ist daher schwierig und sollte vermieden werden. Die Gesamtanlageneffizienz ist ein Werkzeug, um Verbesserungspotenzial aufzuzeigen. Bei gleicher Berechnungsgrundlage eignet sich die Kennzahl jedoch auch für ein Benchmarking zwischen Maschinen, Abteilungen, Werken und Unternehmen. Das gilt jedoch nur bei gleichen Annahmen, sonst werden Äpfel mit Birnen verglichen.
Mithilfe der OEE-Kennzahl kann man einen gesamtheitlichen Blickwinkel auf die Anlagenperformance richten. Damit lassen sich außerdem Verbesserungsmaßnahmen leicht validieren und hinsichtlich verschiedener Dimensionen (Verfügbarkeit, Leistung und Qualität) prüfen.
Einen pauschalen absoluten Zielwert zu formulieren, ist nicht einfach, da die Berechnung auf vielen individuellen Annahmen basiert. Als grobe Orientierung gilt in der Industrie häufig ein Wert von 85 % als „Weltklasse". In der Praxis liegt der tatsächliche Durchschnitt vieler Werke jedoch deutlich darunter, häufig im Bereich von 55 bis 70 %. Der 85-%-Wert sollte daher nicht unreflektiert als Zielvorgabe übernommen werden, da er stark von Branche und den zugrunde gelegten Annahmen abhängt.
Es existiert keine einheitliche Norm für die Berechnung der Kennzahl. Ein Vergleich zwischen Unternehmen (und auch Werken) ist daher bei unterschiedlichen Annahmen oft irreführend.
Bei einer einzelnen Maschine bezieht sich die OEE auf deren individuelle Verfügbarkeit, Leistung und Qualität. Wird die OEE hingegen für eine gesamte Produktionslinie berechnet, müssen Ausschussraten und Mengen über die einzelnen Linien hinweg aggregiert werden. So kann man auch ganze Produktionslinien miteinander vergleichen.
Anwendung in der Bergbaubranche mit Berechnung der OEE hier nachzulesen
Informationen zu OEE und von Lean-Spezialist Prof. Roser hier nachzulesen